 气体辅助成型,使用氮气的过程完全形成一个部分的压力,增加注塑组件的设计和制造方案。
气体辅助成型,使用氮气的过程完全形成一个部分的压力,增加注塑组件的设计和制造方案。
斯科特•Rishell麦克成型
传统塑料加工带来了设计和制造的好处通过可重复的、大容量和高质量的生产部分加上成本降低,但在某些情况下它的多功能性可以扩展引入气体辅助成型。有两种方法——外部和内部提高平整度和包装atypically-thick几何。外部流程也可以减少按吨位,从而节约成本,而内部气体辅助可以形成一个较轻的部分可能受益结束应用程序。
检查外部辅助
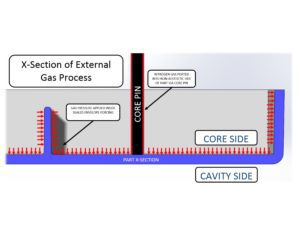
在外部辅助,micro-thin层介绍了氮气在包装阶段non-aesthetic一侧的部分,后用塑料但没有完全包装。这个过程包的部分均匀,取代传统保持阶段。高压气体举行,迫使未硫化的树脂到对面的工具。审美方面最终用干净的,统一的外观而加油方面将有一个波浪或“sinky”外观。
外部气体允许设计师修改传统的模制品设计参数,如rib-to-wall比率。普遍低于50%至70%,以避免创建凹陷在审美方面,外部气体设计师可以增加这个比例甚至高于100%根据部分和树脂的要求。
这个过程还允许更厚的肋骨,提供关键部分优势降低微分收缩——畸变主要罪魁祸首导致部分——名义壁和肋骨之间。在组件与临界平面度规范可以改变。
在典型成型所需的压力完全包出一部分可以非常高,由于压力损失从大门到年底。因为外部气体成型取代一些新闻工作与均匀分布的氮气压力,减少夹紧力是必需的——成型压力1 - 2吨/2可以实现降低一部分成本。然而,一些注意事项包括密封的气体从外部环境需要更复杂的工具和部分设计导致增加工具成本和加油的工具需要最后应用程序如果美学是一个看不见的因素。
 调查内部气体辅助
调查内部气体辅助
 调查内部气体辅助
调查内部气体辅助内部气体辅助,另一方面,专门用于模具很厚的部分地区。一般过程类似于外部的方法,除了内部的气体引入几何部分——创建一个空心厚地区渠道的一部分和迫使树脂外墙厚部分中创建一个人头济济的外表。
当树脂撤离厚的中心部分,留下一个空腔,可以20%到30%的横截面。这可能带来很大的部分载荷能节约产品性能的关键。此外,该树脂的一部分意味着可以减少冷却时间相比,固体成型厚几何。按周期通常依赖于最厚的部分的几何。
内部气体辅助允许极厚的部分被塑造高美学;然而,作为与外部辅助,更复杂的工具设计和增加工具成本必须考虑在确定应用程序的最佳行动。
斯科特Rishell是几个项目的技术领导者麦克成型(Vt。阿灵顿),为生产过程开发部分的设计重点是诊断和实施解决方案可制造性设计(DFM)问题,以及降低制造成本通过简化部分和过程改进。


