
注射器过滤器包含薄膜,如果损坏在大会期间,将使他们毫无用处。【图片由艾默生】
爱默生官员认为他们PulseStaking提供提供了一个新的选择焊接小、精致的结构中发现过滤部分。
大卫。迪瓦恩在爱默生布兰森焊接和组装、医疗
技术和市场需求推动设计师和制造商创建更小和更紧凑的医疗设备。可穿戴设备的小型化趋势特别是用于药物输送和病人监测。组装这些塑料组件,特别是那些经常使用的微型过滤器在可穿戴设备,提出了特殊的挑战。
加入塑料有很多选项,包括超声波焊接,激光焊接和铆合和模锻过程中使用超声波学或热技术。然而,增加小型化意味着部件进行组装可以很脆弱,需要小心翼翼地在铆合焊接或防止损失。
医学应用中使用的过滤介质——通常由聚合物如无纺布聚丙烯(PP)、聚对苯二甲酸乙二醇酯(PET)——通常是密封在塑料框或住房。虽然较大的设备可能容纳过滤器直径0.010英寸或更多。或者更厚,这套可能只有0.1 - -0.25的结构。直径0.005。或少厚。大多数制造商都使用超声波焊接是否可以,因为它是快速、可控和经济。然而,振动介绍可能,在某些情况下,损伤薄或脆弱的过滤膜。即使是相当于一个针孔也呈现过滤器一文不值。
为了避免伤害,微型过滤器和类似产品制造商寻求替代超声学和越来越多的考虑热过程。可以设计热工具应用热量和压力在整个圆周的过滤器,结合住房在一个步骤。由于热密封是nonvibratory过程,它消除了风险形成针孔的过滤器。结果是一个高品质的密封。
传统的稳态热密封好的在这方面工作。制造商可以产生热海豹相对快速和低成本,不需要劳动密集型机械紧固,昂贵的胶粘剂紧固过程或超声波的振动。但是这个过程有其缺陷的cycle-to-cycle重复性和过程控制。随着设计的发展,更微妙的组件组装到最新的设备,制造商发现热铆合有一些技术和控制的局限性。
艾默生的新方法,称为PulseStaking,解决这些问题。PulseStaking技术已被证实能执行以及或优于现有的稳态热流程,甚至容易适用于最精密的过滤器的应用程序。它可以处理多个,密集特性几何复杂零件,包括那些否则棘手的角度和飞机,可以创建债券在一个广泛的塑料比传统热铆合。
PulseStaking周期
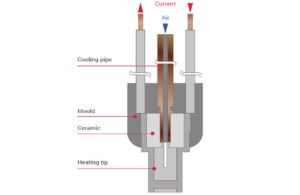
装备的加热和冷却,PulseStaking提示精确管理技巧和密封温度直到完成每个密封。(插图由爱默生)
这个序列的操作比传统更可控的热量单位。在稳态热封,工具总是精力充沛,浪费热能和创建一个更大的碳足迹。除此之外,铆合过程从来没有真正在一个稳定状态。每个周期吸引热的工具,然后需要在下一个周期之前恢复。如果足够的加热时间不是建在这个过程中,焊接温度可以改变,和一个或两个学位就意味着好的部分和废弃的区别。
PulseStaking,另一方面,建议通过一个周期的多个加热,冷却,暂停或“住”间隔,防止过热和精确管理技巧和密封温度直到完成每个密封。因此,周期工具的一致性不依赖于温度的循环。
自动化生产
与大多数医疗器械相关的卷,包括衣物,通常在数亿。因此,生产线高度自动化。医学应用——如密封过滤器媒体到住房可穿戴式医疗设备——通常涉及复杂的制造过程。过滤器密封后,很可能会有下游测试,如机器视觉质量检查。最终,将会有额外的流程安装滤芯进入更大的组件。因此,循环一致性和温度控制成为重要的效率和可重复性高速多步过程。变化在密封过程中会导致增加废品和不合格产品的风险,除了增加周期时间。
自动化还可以要求定制PulseStaking流程到一个特定的应用程序。加热提示可用在许多标准和自定义形状,可以单独操作或,如果需要生产周期-人口分为大工具,可以同时执行多个操作。此外,每个提示局部加热的特点,如上所述,使密封操作复杂或成角的表面,在靠近热敏元件,如印刷电路板,甚至可以进入深腔难以介入或其他地区没有意想不到的辐射供暖的风险,即使工具或建议通过不属预定目标的表面或热敏性成分非常接近。
随着医疗设备不断发展,变得更加复杂和更加紧凑,加入技术能够适应小,薄而娇嫩的组件(比如过滤元素变得更加重要。

大卫·迪瓦恩是业务发展经理,医疗,布兰森在爱默生焊接和组装。【图片由艾默生】
在这篇文章中表达的观点是作者的,不一定反映的MedicalDesignandOutsourcing.com或其雇员。



